 English
English砂轮颜色与材料解析:绝不让你选错工具
在金属加工领域,砂轮的选择直接影响加工效率、工件质量和操作安全。据统计,30%以上的磨削事故源于砂轮选型不当。本文将系统解析砂轮颜色与材料的内在关联,带您掌握:
• 颜色密码:7种常见颜色对应的磨料类型及其物理特性
• 材料科学:刚玉系/碳化硅系磨料的微观结构差异
• 实战匹配:针对12类金属材料的砂轮选型方案
• 避坑指南:5个最常见选型误区及验证方法
通过本文深度解析,助您成为砂轮选型专家,提升30%以上磨削效率。
一、颜色密码:砂轮的”视觉DNA”
砂轮颜色的形成是材料科学的直观体现。根据GB/T 2484-2018标准,颜色差异主要源于以下三大要素的协同作用:
1. 磨料的本征呈色机理
不同磨料因晶体结构和杂质元素呈现特征颜色:
- 棕刚玉(A):TiO₂固溶体导致棕褐色,含量越高颜色越深
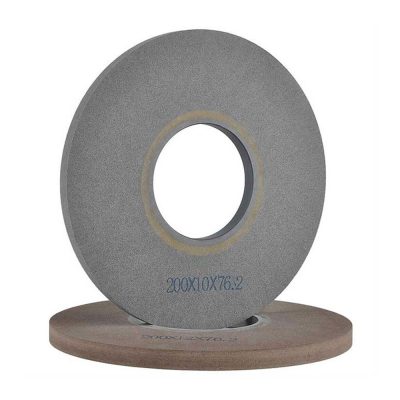
- 白刚玉(WA):Al₂O₃纯度>99.5%呈现灰白色
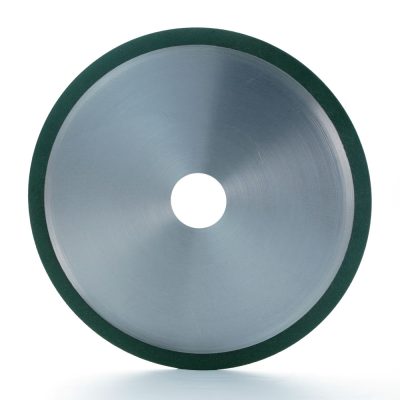
- 绿碳化硅(GC):β-SiC晶型+氮掺杂形成特征绿色
专家提示
在SEM电镜下观察:棕刚玉磨粒表面存在TiO₂枝晶(增强韧性),而白刚玉磨粒呈现清洁的解理面,这是两者性能差异的微观证据。
2. 结合剂的显色影响
陶瓷结合剂(V)
• 粘土+长石+石英组成
• 烧结后呈灰白色
• 不影响磨料本色
树脂结合剂(B)
• 酚醛树脂+乌洛托品
• 固化后呈棕红色
• 会覆盖磨料颜色
3. 特殊填料的调色作用
为改善性能添加的填料会微调颜色:
- 硫化铁:使砂轮呈现金属光泽(提高导电性)
- 冰晶石:添加后颜色偏蓝(促进磨削降温)
- 铬化合物:产生粉红色调(增强磨粒韧性)
二、材料性能:从成分到应用
1. 磨料性能对比
| 性能指标 | 棕刚玉(A) | 白刚玉(WA) | 绿碳化硅(GC) |
|---|---|---|---|
| 显微硬度(HV) | 1800-2200 | 2200-2400 | 2800-3200 |
| 抗弯强度(MPa) | 350-400 | 300-350 | 150-200 |
| 热导率(W/m·K) | 35-40 | 30-35 | 80-100 |
2. 结合剂选择逻辑
精密磨削场景
优选:陶瓷结合剂(V)
• 保持形状精度
• 孔隙率>30%利于散热
• 典型应用:轴承滚道磨削
安全切割场景
优选:树脂结合剂(B)
• 断裂前有”预警”变形
• 降噪3-5dB
• 典型应用:角磨机切割片
专家提示
当磨削温度超过400℃时,树脂结合剂会开始碳化。此时应选择陶瓷结合剂砂轮,其耐温可达1200℃以上。
三、实战指南:精准匹配方案
1. 金属材料加工矩阵
| 材料类型 | 推荐磨料 | 粒度范围 | 硬度等级 |
|---|---|---|---|
| 低碳钢 | A | 36-46 | K-M |
| 高速钢 | WA/SA | 60-80 | H-K |
| 钛合金 | SA/CBN | 80-120 | J-L |
2. 非金属材料解决方案
- 石材切割:金刚石节块+金属结合剂,水冷条件下线速度≥35m/s
- 玻璃磨边:GC磨料240#粒度,树脂结合剂,添加石墨填料
- 橡胶打磨:特殊开孔C磨料砂轮,孔隙率>40%
专家提示
磨削铝合金时,需选择专用砂轮(通常添加硫磺填料),防止铝屑堵塞砂轮孔隙。普通砂轮可能导致积屑瘤引发安全事故。
四、深度问答:解决实际困惑
Q1:同一颜色的砂轮价格差异很大,如何判断质量?
关键指标验证法:
- 检查磨料分布均匀度(用10倍放大镜观察)
- 测试静平衡(优质砂轮偏摆<0.2mm)
- 实际磨削对比:相同参数下,优质砂轮磨损量减少40%以上
Q2:为什么磨削镍基合金必须用SA砂轮?
镍基合金(如Inconel 718)具有:
- 加工硬化倾向(硬度可升高50%)
- 导热系数低(15W/m·K)
- 高韧性(延伸率>30%)
单晶刚玉(SA)的独特单晶结构能保持切削刃锋利,相比WA砂轮可提升寿命2-3倍。
Q3:如何从火花判断砂轮是否匹配?
火花诊断法:
正常状态:
• 碳钢:明亮分叉火花
• 不锈钢:少量橙红火花
异常状态:
• 火花密集发红:磨粒钝化
• 火花间断:砂轮堵塞
更多磨削难题 砂轮磨具定制方案





评论 (0)