 English
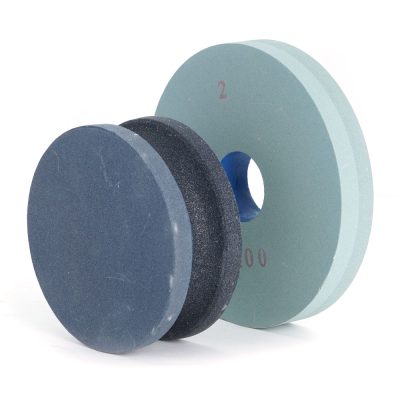
English普磨砂轮的特征及应用范围
普通磨料砂轮是机械制造、金属加工、精密工具等领域不可或缺的基础工具,其性能主要由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。其中,磨料作为砂轮的“牙齿”,直接决定了砂轮的切削能力和适用范围。本文将以磨料体系为核心,结合行业应用数据,系统分析常见普磨砂轮的特征及其应用范围,为工程师和技术人员提供选型参考。
一、刚玉系磨料砂轮:氧化铝基的通用之选
刚玉系磨料的主要成分是氧化铝(Al₂O₃),其硬度高(莫氏硬度9.0-9.2),韧性好,是应用最广泛的一类磨料,约占整个磨料消耗量的三分之二。
专家提示:刚玉系磨料的韧性普遍优于碳化物系。在磨削抗拉强度高的材料时,应优先选择韧性好的棕刚玉或锆刚玉,以避免磨粒过早脱落,保持砂轮的形状和切削效率。对于容易发生磨削烧伤的场合(如工具钢),微晶刚玉和单晶刚玉是更好的选择。
二、碳化物系磨料砂轮:碳化硅的硬脆之道
碳化物系磨料主要以碳化硅(SiC)为代表,其硬度更高(莫氏硬度9.2-9.6),但性能更脆,导热性优异,特别适合加工低抗拉强度材料和非金属材料。
专家提示:碳化硅磨料在磨削时会产生SiO₂粉尘,长期吸入对人体有害,作业时必须配备有效的除尘装置。绿色碳化硅的纯度更高,性能更硬更脆,因此主要用于硬质合金和宝石类等极硬材料的精磨,而非粗磨或重负荷磨削。
三、其他重要磨料类型补充
除了上述两大类,随着新材料不断涌现,一些高性能或专用磨料也逐渐普及。
- 立方氮化硼 (CBN):硬度仅次于金刚石,但热稳定性远高于金刚石,在高温下不与铁族元素反应。是磨削高速钢、模具钢、高温合金等黑色金属的理想选择,尤其适用于数控磨床的高精度、高效率加工。
- 金刚石 (D):自然界最硬的物质,主要用于磨削和切割硬质合金、陶瓷、玻璃、石材、半导体等硬脆材料。分为天然和人造两种,目前工业广泛应用的是人造金刚石。
- 煅烧刚玉:经过高温煅烧处理的棕刚玉或白刚玉,其韧性得到改善,耐用度提高,适用于重负荷荒磨钢锭、铸件等。
四、普磨砂轮常见问题与解决方案(QA)
Q1: 磨削45号钢工件外圆,应选择哪种刚玉砂轮?为什么?
A: 应优先选择棕刚玉(A/GZ)砂轮。因为45号钢是一种常见的碳钢,抗拉强度较高。棕刚玉具有较高的韧性和良好的抗破碎性,能承受磨削碳钢时较大的切削力,保持较长的使用寿命和较高的磨削效率,且成本较低。
Q2: 磨削硬质合金刀具时,感觉绿色碳化硅砂轮磨损很快,是什么原因?
A: 硬质合金的硬度极高(HRA89-94)。绿色碳化硅(GC)虽硬,但其耐磨性仍远低于硬质合金,且在磨削高温下,SiC会与硬质合金中的钴发生化学反应,加剧磨损。对于硬质合金的高效磨削,推荐使用金刚石(D)砂轮,其磨损极小,寿命长,加工质量好。
Q3: 磨削不锈钢零件经常出现表面烧伤和粘屑现象,如何通过选择砂轮来改善?
A: 不锈钢韧性大、导热性差、易加工硬化,是难磨材料。改善方法:1)选用单晶刚玉(SA)或微晶刚玉(MA)磨料,它们自锐性好,不易堵塞,散热性相对较好;2)选用粒度稍粗、组织较疏松(组织号大)的砂轮,以容纳更多切屑和利于冷却;3)采用硬度偏软(如J、K级)的砂轮,保持锋利的切削刃。
Q4: 为何抛光工序常会用到黑刚玉(BA)?
A: 黑刚玉硬度较低(莫氏硬度约7.5-8.5),但韧性好,自锐性强,在抛光过程中磨粒会不断破裂产生新的微刃,实现持续且温和的切削,不易产生深的划痕。其亲水性好,易于与油或水混合制成研磨膏或抛光液,非常适合用于金属、玻璃、木材等的表面精抛和哑光处理,成本低廉。
专家提示:砂轮选择是一个系统工程,磨料类型只是第一步。在实际应用中,必须将磨料与粒度、硬度、结合剂、组织等因素结合起来综合考虑,同时匹配正确的磨削参数(线速度、进给量、冷却方式),才能达到安全、高效、高质量的磨削效果。
更多磨削问题 砂轮磨具定制需求






评论 (0)