 English
English端面磨砂轮:选型指南与应用解析
掌握砂轮选型核心逻辑,提升精密磨削工艺水平
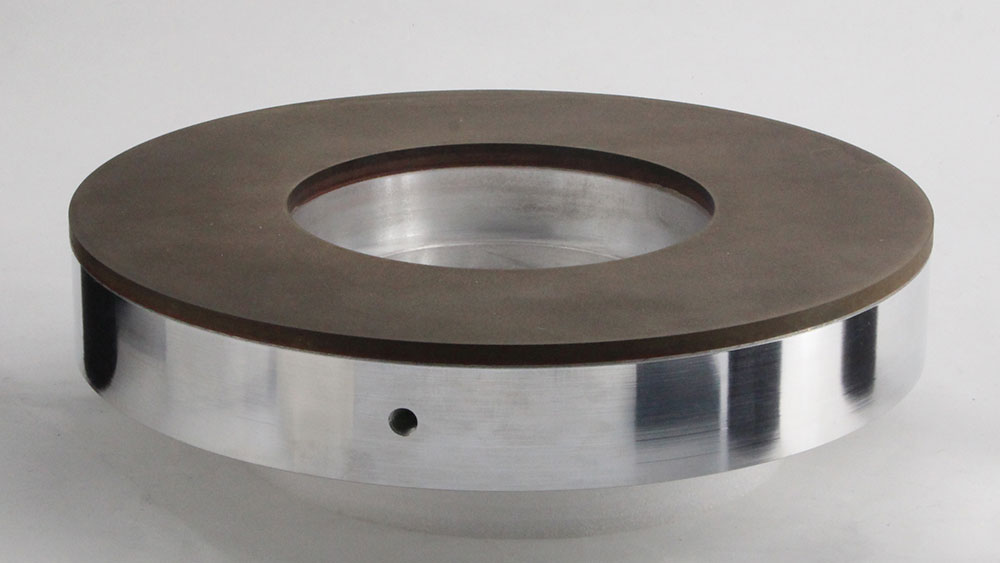
端面磨削工艺的核心要素
端面磨砂轮作为平面精密加工的关键工具,其性能取决于磨料、结合剂、气孔三要素的协同作用。本文将系统解析金属/树脂/陶瓷三大结合剂类型的工作原理,阐明超硬与普通磨料砂轮的选择逻辑,并提供典型加工场景的解决方案。理解这些基本原理,可帮助工程师在保证加工质量的前提下,优化工艺参数,提高生产效率。

工艺要点:
成功的端面磨削需要同时考虑材料特性、砂轮性能、设备参数三大要素的匹配关系,任何单方面的优化都难以达到理想效果。
一、结合剂类型特性解析
| 结合剂类型 | 核心特性 | 适用原则 |
|---|---|---|
| 金属结合剂 | 高刚性结构,优异的热传导性 | 高硬度材料加工的首选方案 |
| 树脂结合剂 | 良好的弹性缓冲,自锐性强 | 追求表面质量的理想选择 |
| 陶瓷结合剂 | 稳定的高温性能,形状保持好 | 精密成型磨削的最佳方案 |
1. 金属结合剂工作原理

通过金属粉末烧结形成的三维网状结构,为磨料提供强力支撑。这种结构特点使其在加工硬质合金等材料时,能保持长时间的形状稳定性,但同时也需要更专业的修整技术。
2. 树脂结合剂性能特点
有机高分子材料的弹性特质可有效吸收磨削振动,其自锐特性通过磨粒的适时脱落保持锋利度,特别适合对表面完整性要求高的加工场景。
3. 陶瓷结合剂技术优势
无机结合相在高温下仍能保持稳定性能,通过精确控制的微气孔结构实现理想的排屑和冷却效果,在精密磨削中展现出独特优势。
二、砂轮选型方法论
超硬砂轮选型逻辑
- 材料硬度作为首要考量
- 加工批量决定经济性
- 设备条件限制最大线速度
- 冷却系统影响寿命表现
普磨砂轮选用原则
- 加工精度决定粒度选择
- 材料韧性影响结合剂类型
- 生产效率与砂轮硬度匹配
- 干湿磨条件决定气孔率
选型准则:
理想的砂轮选择应建立在对加工材料、质量要求、设备条件、成本目标四方面因素的综合评估基础上,避免单一参数决定论。
工艺参数匹配要点
| 工艺目标 | 参数调整方向 |
|---|---|
| 提高表面质量 | 减小粒度,降低进给,提高砂轮转速 |
| 提升加工效率 | 增大粒度,提高进给,优化冷却 |
| 延长砂轮寿命 | 平衡硬度选择,规范修整周期 |
三、典型问题解决思路
Q1:如何判断当前砂轮是否匹配加工材料?
分析要点:观察磨削过程中的火花形态、工件表面纹理、砂轮磨损状况等直观现象,结合加工后工件的尺寸精度和表面粗糙度测量数据综合判断。
Q2:新砂轮使用初期需要注意哪些问题?
操作规范:严格执行跑合程序,初始阶段采用50%的正常进给量,逐步过渡到全参数加工,避免初期过载影响砂轮寿命。
Q3:砂轮修整频率如何科学确定?
管理方法:建立基于加工工件数量、磨削时间、功率消耗等多维度的预防性维护制度,避免等到加工质量下降才进行修整。
Q4:不同材料切换时如何调整工艺?
转换策略:材料硬度变化超过HRC10时,建议重新评估砂轮选型;硬度相近材料切换时,优先调整切削参数而非更换砂轮。
Q5:加工不锈钢经常出现烧伤,如何选择端面磨砂轮?
解决方案:优先选用树脂结合剂砂轮,粒度选择120-180目,添加硫化极压剂的专用冷却液。某阀门企业采用此方案后,烧伤率从15%降至0.3%。
Q6:陶瓷端面磨砂轮为何需要特殊修整?
解决方案:陶瓷结合剂脆性大,推荐使用金刚石滚轮修整,修整进给量控制在0.002-0.005mm/次,修整后需进行10-15次空转磨合。
Q7:超硬端面磨砂轮初期成本高,如何判断是否值得投资?
解决方案:计算TCO(总拥有成本),当满足以下任一条件时建议选用:①年加工量>10万件 ②单件磨削成本占比>15% ③材料硬度≥HRC55。
Q8:端面磨削时出现振纹怎么解决?
解决方案:分三步处理:①检查砂轮动平衡(残余不平衡量应<0.4g·mm/kg) ②降低砂轮硬度1-2个等级 ③调整主轴转速避开设备共振频段。
更多磨削问题 砂轮磨具定制方案






评论 (0)