 English
English
产品概述
金刚石珩磨油石是专为精密内孔加工设计的超硬磨削工具,采用高品质金刚石磨料与特殊结合剂制成。产品具有极高的耐磨性和形状保持能力,可实现对各种硬质材料内孔的高精度尺寸控制、直线度修正和表面精加工,广泛应用于液压缸、发动机缸体、轴承孔等精密零件的最终加工。
核心优势
超高精度 – 孔径公差可达±0.001mm
超长寿命 – 金刚石磨料耐磨性极佳
高效加工 – 材料去除率比普通油石高3-5倍
广泛适用 – 可加工HRC70以上超硬材料
优质表面 – 可获得Ra0.1μm以下的镜面效果
经济环保 – 减少换刀频率,降低综合成本
标准产品系列
主要技术参数:
- 磨料类型:天然/人造金刚石
- 粒度范围:300#-1500#(10-50μm)
- 结合剂类型:金属/树脂/陶瓷
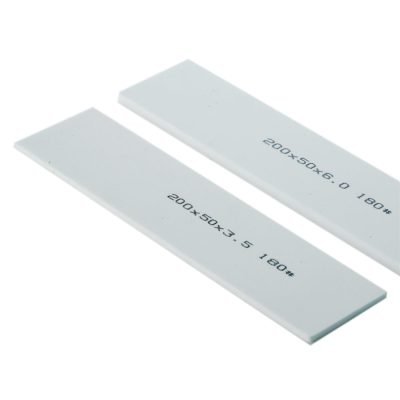
- 常用尺寸:6×6×100mm
- 适用孔径:5-500mm
适用材料:
- 硬质合金
- 淬火钢
- 陶瓷材料
- 铸铁
- 高温合金
结合剂选择指南
不同结合剂特点:
- 金属结合剂(M) – 高硬度,适合钴含量>25%的硬质合金
- 青铜结合剂(MB) – 中等硬度,适合HRC73以上淬火钢
- 树脂结合剂(S4) – 弹性好,适合精密表面抛光
产品类型:
- 手持式珩磨油石
- 柔性珩磨油石
- 珩磨条/珩磨棒
- 数控珩磨工具
产品特性
金刚石珩磨油石采用先进粉末冶金工艺制造,将精选金刚石磨料与特殊结合剂在高温高压下烧结成型。产品具有优异的自锐性和散热性能,珩磨过程中能形成理想的交叉网纹,提高零件表面储油性能。
主要特点:
- 精密结构 – 磨料分布均匀,保证加工一致性
- 多粒度选择 – 从粗加工到镜面抛光全覆盖
- 专业设计 – 特殊膨胀结构适应不同孔径
- 操作简便 – 适用于手动和自动珩磨设备
规格参数
| 产品型号 | 尺寸(mm) | 粒度 | 结合剂 | 适用材料 | 表面粗糙度 |
|---|---|---|---|---|---|
| DH-300M | 6×6×100 | 300# | 金属 | 硬质合金 | Ra0.4-0.8μm |
| DH-600MB | 6×6×100 | 600# | 青铜 | 淬火钢 | Ra0.2-0.4μm |
| DH-800S4 | 6×6×100 | 800# | 树脂 | 铸铁/钢 | Ra0.1-0.2μm |
| DH-1500S4 | 6×6×100 | 1500# | 树脂 | 各种材料 | Ra≤0.1μm |
| 支持定制各种特殊尺寸和参数组合 | |||||
应用领域
- 液压系统 – 液压缸、油缸内孔精加工
- 汽车制造 – 发动机缸体、曲轴孔珩磨
- 航空航天 – 航空发动机关键部件孔加工
- 轴承工业 – 轴承内外圈精密孔加工
- 模具制造 – 模具导向孔精密修整
- 医疗器械 – 人工关节内表面抛光
- 军工装备 – 武器精密管件内孔加工
- 石油机械 – 钻铤、阀体内孔精加工
使用指南
1. 工具选择
根据材料硬度选择合适结合剂:硬材料用软结合剂,软材料用硬结合剂;根据表面要求选择粒度。
2. 参数设置
推荐珩磨参数:转速20-60m/min,往复速度10-20m/min,珩磨压力0.5-1.5MPa,冷却液流量≥10L/min。
3. 珩磨操作
先粗珩后精珩,保持恒定压力,定期检查孔径尺寸,交叉网纹角度建议30°-60°。
4. 维护保养
使用后清洁油石表面,检查磨损情况,存放于干燥环境,避免碰撞。
专业建议:新油石使用前建议用废件进行磨合,初始阶段使用较低压力和速度。
与传统珩磨工具对比优势
| 对比项目 | 金刚石珩磨油石 | 普通珩磨油石 |
|---|---|---|
| 加工精度 | ±0.001mm | ±0.01mm |
| 使用寿命 | 500-1000小时 | 50-100小时 |
| 材料适应性 | 可加工HRC70以上超硬材料 | 仅适用于中硬材料 |
| 表面质量 | 可达Ra0.1μm以下 | 通常Ra0.4μm以上 |
| 加工效率 | 材料去除率高3-5倍 | 效率一般 |
| 综合成本 | 长期使用成本低 | 需频繁更换 |
行业应用
汽车制造 – 发动机缸体珩磨
航空航天 – 航空发动机部件加工
液压设备 – 液压缸精密加工
轴承工业 – 轴承孔精加工
医疗器械 – 植入物表面抛光
石油机械 – 钻采设备内孔加工
咨询精密珩磨方案 | 定制特殊规格油石







评论 (0)